
Პირველი თავი
პროდუქტის გაცნობა
არღვევს ტრადიციული დიზაინის კონცეფციას და წარმოების ტექნიკას, ასევე აერთიანებს ბაზრის წრიული წყობის ქსოვილების მახასიათებლებს, ჩვენ დამოუკიდებლად შევიმუშავეთ ჩვენი წრიული საქსოვი მანქანა.
აპლიკაციები:
საბანი, ხალიჩა, მარჯნის საწმისი, მაღალი გროვა, ფიჭვის ქსოვილი, ფარშევანგის ქაშმირი, PV საწმისი, ჩალის ქაშმირი და ყველა სახის სამოსის მასალა.
Ტექნიკური მონაცემები:
მოდელი: YF3012;YF3016;YF3020;YF3214;YF3218;YF3222;YF3418;YF3420;YF3422;YF3620;YF3622;YF3822;YF3824;YF3826;YF3828;YF4022;YF4026;YF4030;YF4428;YF4432
ცილინდრის დიამეტრი: 30-38 ინჩი
ნემსის ლიანდაგი: 14G-32G
მიმწოდებელი: 12F-32F
RPM: 1-23r/წთ
სიმძლავრე: 4კვტ, 5.5კვტ
წყობის სიმაღლე: 4-25, 25-50 მმ
თავი მეორე
გადმოტვირთვა და მონტაჟი
ძირითადი ჩარჩოს გადმოტვირთვა
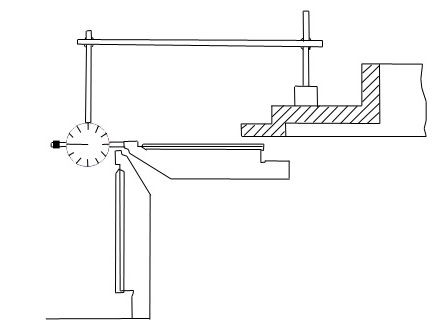
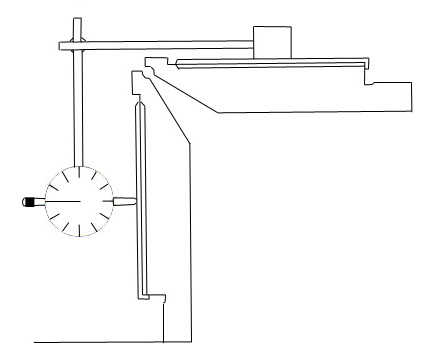
ჩარჩოს განტვირთვისთვის გამოიყენეთ 5 ტონაზე მეტი სატვირთო მანქანა, მეთოდი, როგორც ნაჩვენებია სურათზე 1-1, გთხოვთ წაიკითხოთინსტრუქციები ქვემოთ:
1. გადმოტვირთვამდე გადაიტანეთ გადამცემი სისტემა ხელით, რათა ქსოვილის გადახვევა იყოს ძირითადი ფეხის პარალელურად (ჩვეულებრივ, მანქანები ამ მდგომარეობაში იყვნენ მიწოდებამდე).
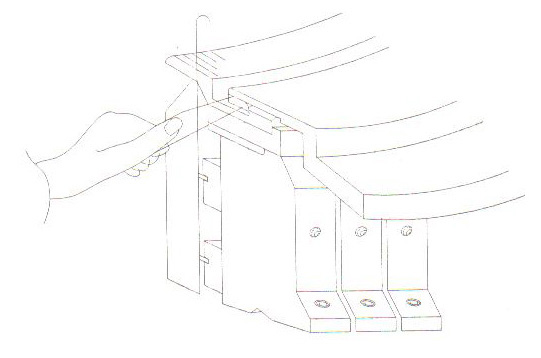
2. ჩატვირთეთ ჩანგალი მკლავი ორ წყვილ ფეხს შორის ნელა და აწიეთ ვერტიკალურად ქვემოდან (ყურადღება: ჩადეთ ხის ბლოკი მკლავსა და მანქანას შორის, რათა თავიდან აიცილოთ დაზიანება მანქანის ჩამოცურვის დროს)
3. განტვირთვისას დაიცავით მანქანა მიწიდან დაახლოებით 30-50 სმ სიმაღლეზე, არ დაუშვათ აურზაური გზაზე, არ დაუშვათ გაჩერება ან მოულოდნელად გადაადგილება და ფრთხილად აანთეთ ზევით-ქვევით.
4. თუ მანქანამ არ მიიტანა მომხმარებლის ქარხანაში, გთხოვთ, დარწმუნდით, რომ მოათავსეთ მშრალ და სუფთა ადგილას, რათა თავიდან აიცილოთ დამუხტვა და კოროზია, რათა თავიდან აიცილოთ აპარატის ნორმალური გამოყენებადობა.
მანქანის პოზიცია და მონტაჟი:
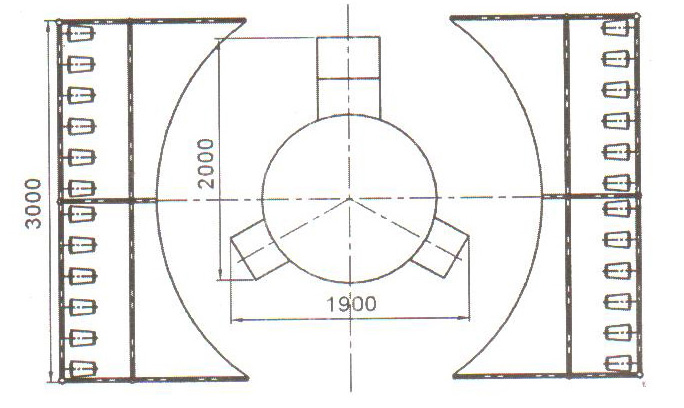
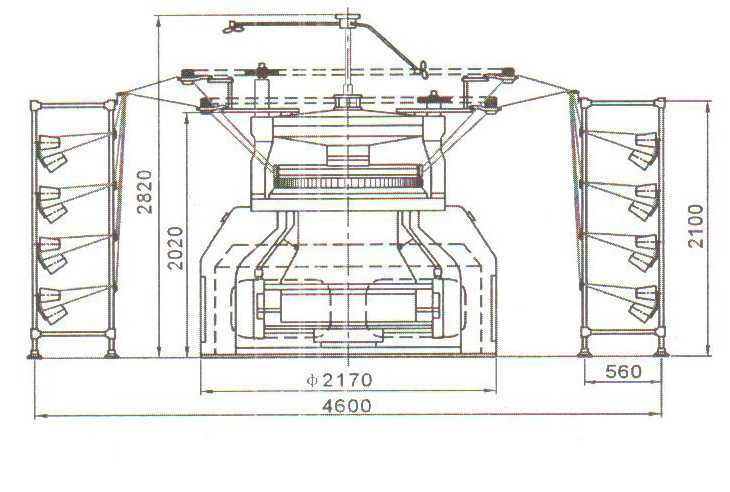
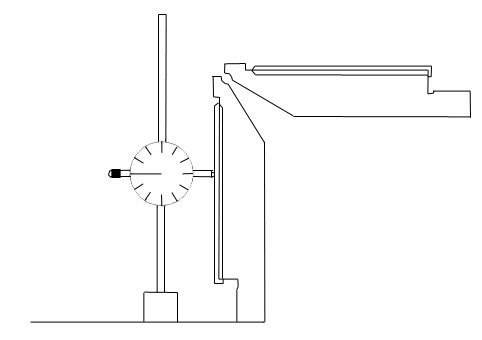
1. პოზიციის დაფიქსირებამდე, გაზომეთ ჩარჩოსა და ღეროს პოზიცია, რათა უზრუნველყოთ სამონტაჟო პოზიცია, 1-2 სურათზე მოცემული ზომის მიხედვით
2. პოზიციის დაფიქსირების შემდეგ გამოიყენეთ გრადიენტი მანქანის ზედაპირის ფრთხილად გასათანაბრებლად (შეგიძლიათ დაარეგულიროთ ძირითადი და ვიცე ფეხის ფეხის ხრახნი, რათა უზრუნველყოთ გვერდითი ცდომილება არაუმეტეს 5 მმ)
საყრდენის ადგილმდებარეობა და კომბინაცია
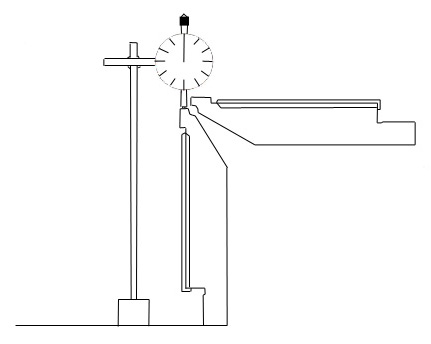
1.დაადასტურეთ ბორბლის პოზიცია ფიგურა 1-2 ზომის მიხედვით.
2. შეაერთეთ ცილინდრული სვეტი და მისი ტრაპეზი და დააყენეთ ბორბლის ჩარჩო
3. დააინსტალირეთ ოთხი უფრო სქელი ალუმინის ზოლები ჭიპის უკანა მხარეს (ნართის მილის ტრასის დასაყენებლად), ხოლო დანარჩენი ოთხი თხელი უნდა დამონტაჟდეს ჭიპის წინ (დასაჭერი მოწყობილობის დასაყენებლად)
4. ნართის შესანახი ალუმინის ზოლების სიმაღლე უფრო მაღალი უნდა იყოს, ვიდრე საწნეხი ალუმინის, ასე რომ ქსოვისას ძაფის კვება იქნება გლუვი, ადვილად არ ტყდება.
5. დააინსტალირეთ საწნეხი მოწყობილობა წინა ალუმინის ზოლებზე, დააინსტალირეთ ძაფების მილის ბილიკი უკანა ალუმინის ზოლებზე.დაიცავით ერთიანი დისტანცია, რათა თავიდან აიცილოთ ძაფებით კვება.
ნართის გაგზავნის კომბინაცია
1. დააინსტალირეთ და დაარეგულირეთ ძაფების მკვებავი ღეროების ტრანსფორმაციები და სვეტები
2. დააინსტალირეთ ზემოთ წრიული ჩარჩო, ძაფის შესანახი მოწყობილობა და ავტომატური გაჩერების მოწყობილობის ელექტრომომარაგების სადენები.
3. დააინსტალირეთ ქვედა წრიული ჩარჩო, ქვედა ძაფების შესანახი მოწყობილობა და ავტომატური გაჩერების მოწყობილობის ელექტრომომარაგების სადენები.
4. დააინსტალირეთ გადაცემის ქამარი ზემოთ და ქვემოთ.
5. დააინსტალირეთ მტვრის შემგროვებელი ზემოთ და ქვემოთ, ყურადღება მიაქციეთ ვენტილატორის პოზიციის დარეგულირებას.
6.მორგეთ ნართის ალუმინის ფირფიტა
7. შეაერთეთ ავტომატური გაჩერების მოწყობილობა.
თავი მესამე
ტექნიკური სტანდარტი და პირველადი რეგულირება
ჩვენი ყველა მანქანა ხორციელდება მკაცრი ინექციის, რეგულირებისა და ექსპლუატაციაში მიტანამდე (ყველა მანქანა უნდა მუშაობდეს 48 საათზე მეტი ხნის განმავლობაში)
ტექნიკური სტანდარტები
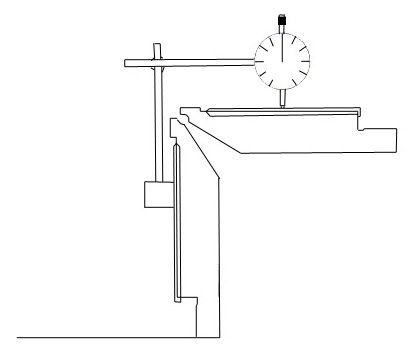
1. ზემოთ ნემსის ციფერბლატის თვით სიბრტყე
სტანდარტული≤0,05 სმ
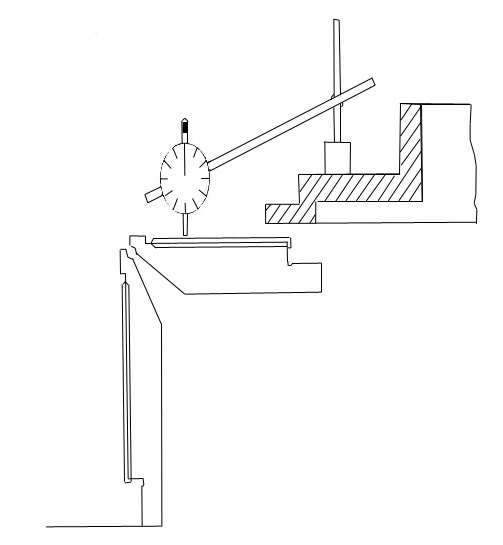
2. ზემოთ ნემსის ციფერბლატის თვითმრგვალება
სტანდარტული≤0,05 სმ
3.ქვემო ნემსის ბარაბნის თვითმრგვალება
სტანდარტული≤0,05 სმ
4. ქვემოთ ნემსის ბარაბნის თვით სიბრტყე
სტანდარტული≤0,05 სმ
5. un ნემსის ციფერბლატის და ქვედა ნემსის ბარაბნის იგივე სიბრტყე
სტანდარტული≤0,05 სმ
6. ზემოთ ნემსის ციფერბლატის და ქვედა ნემსის ბარაბნის იგივე სიმრგვალება
სტანდარტული≤0,05 სმ
7. სივრცე ზედა კამერებსა და ნემსის ბარაბანს შორის
0,15მმ-0,25მმ
8. სივრცე ქვედა კამერებსა და ნემსის ბარაბანს შორის
0,15მმ-0,25მ
პირველადი კორექტირება
ჩვეულებრივ, ჩვენს მანქანას მიწოდების წინ უტარდება მკაცრი ინექცია, მაგრამ იმისათვის, რომ მანქანა უფრო უსაფრთხოდ გამოიყენოთ, შეამოწმეთ და დაარეგულირეთ გამოყენებამდე.
1.შეამოწმეთ ძრავის დისკი
შეაერთეთ დენი და შეამოწმეთ ძრავის მამოძრავებელი მიმართულება, თუ მიმართულება განსხვავებულია ძრავის ეტიკეტზე, დაუყოვნებლივ შეცვალეთ ძრავის გაყვანილობა (გაცვალეთ ძრავის ტერმინალის სამი ფაზიდან ორი).
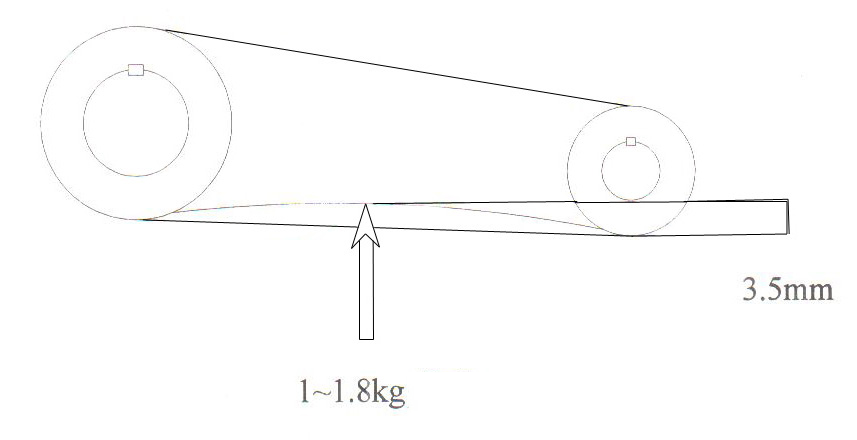
2. ძრავის ამძრავის ქამრის შემოწმება და რეგულირება
მუშაობის დაწყებამდე შეამოწმეთ ძრავის ამძრავის ქამრის დაძაბულობა.მოიპოვეთ 1-1,8 კგ ძალა ქამრის შუაზე, გააკეთეთ ქამრის ხაზოვანი დეფორმაცია 3,5 მმ-ზე ნაკლები, შეცვალეთ იგი მოთხოვნის დაკმაყოფილებამდე.დაარეგულირეთ მეთოდი: მოხსნათ ძრავის ძირის საკეტის ხრახნი, დაარეგულირეთ ძრავის დაძაბულობის მარეგულირებელი აბრეშუმის ქუდი, სანამ დაძაბულობა არ დააკმაყოფილებს მოთხოვნებს და დაამაგრეთ ხრახნი.
ყურადღება: პირველ სამ დღეში ერთხელ გადაამოწმეთ, შემდეგ კი ყოველ სამ თვეში ერთხელ.
3.აფეთქების სისტემის რეგულირება
აფეთქების სისტემის ვენტილატორი სპეციალურად უნდა დარეგულირდეს მანამ, სანამ ვენტილატორი არ იქნება საუკეთესო პოზიციაზე.ასე რომ, როდესაც დენი ჩართულია, გულშემატკივარს შეუძლია ააფეთქოს ნართის კვების ყველა კუთხე.
4.ნართის გადამცემი სისტემის მორგება
(1) ნართის კვების ალუმინის ფირფიტის მიკრო რეგულირება.
შეცვალეთ ნართის კვების ალუმინის ფირფიტის დიამეტრი, შეიცვლება გადაცემის კოეფიციენტი და შეიცვლება ნართის კვების რაოდენობა.მეთოდები ქვემოთ მოცემულია:
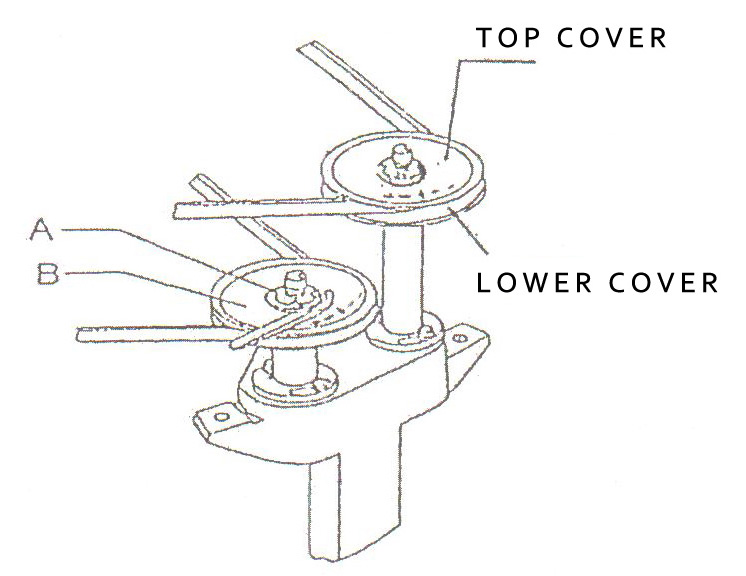
① უპირველეს ყოვლისა, გამოიყენეთ ქანჩი, რათა მოხსნათ მრგვალი კაკალი A ნართის კვების ალუმინის ფირფიტის ზედა ნაწილში.
② გადაატრიალეთ საფარი „+“ მიმართულებით, ფირფიტის შიგნით არსებული 12 სლაიდერი გაფართოვდება გარედან, გაზრდის ბორბლის დიამეტრს და გაზრდის ნართის კვების რაოდენობას.პირიქით, გადაატრიალეთ „-ზე“, ნართის კვების რაოდენობა შემცირდება.როდესაც ბრუნავს, შეინახეთ პარალელურად, წინააღმდეგ შემთხვევაში, სლაიდერები შეიძლება ჩამოვარდეს ჭრილიდან.
③ ნართის კვების ალუმინის ფირფიტის დიაპაზონი იქნება: 70-202 მმ
④ ფირფიტის მორგების შემდეგ ხელახლა ჩაკეტეთ მრგვალი კაკალი.
(2) ძაფების კვების გადამცემი ქამრის დაძაბულობის რეგულირება
თუ ქამარი ძალიან ფხვიერია, ძაფის შესანახი მოწყობილობა სრიალდება და ჩერდება და გავლენას მოახდენს ძაფის კვებაზე.ასე რომ, ექსპლუატაციაში ჩართვამდე, საუკეთესოდ დაარეგულირეთ ნართის კვების გადაცემა, როგორც ქვემოთ:
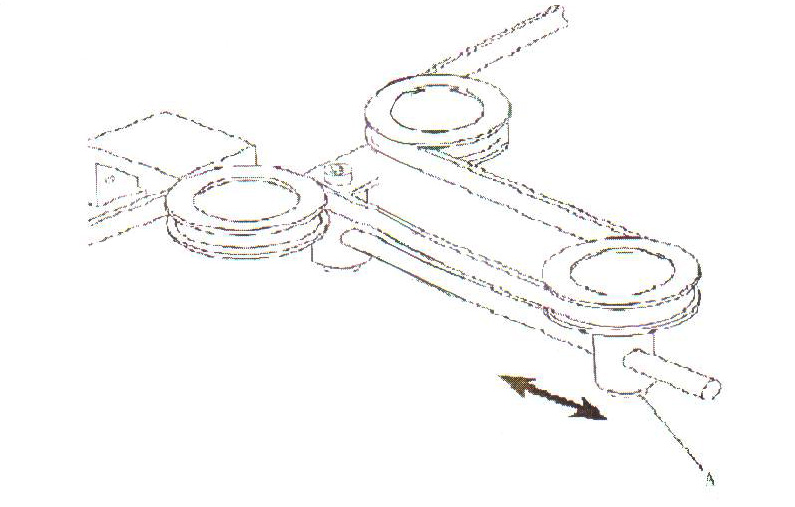
① გახსენით ხრახნი A
②მოათრიეთ გადახვევის ბორბალი სლაიდერის გასწვრივ, დარწმუნდით, რომ ძაფის შესანახ მოწყობილობაზე ქამრის დაძაბულობა იგივეა.
③ ჩაკეტეთ ხრახნი A
1. ცხიმიანი შეზეთვის შემოწმება
შეამოწმეთ გადამცემი სისტემის თითოეული ნაწილის შეზეთვა და ქსოვილის მოძრავი სისტემა, თუ რაიმე არანორმალურია, დროულად დაამატეთ ცხიმიანი შეზეთვა
თავი მეოთხე
ჩვეულებრივი პრობლემები ქსოვის დროს
ხვრელი
·ძირითადი გამოწვეული უხეში ძაფით
· ცუდი ხარისხის ან ძალიან გამხმარი ნართის გამო
· ნართის მკვებავი პირის არასწორი პოზიცია
·ძაფის დაჭიმულობა ძალიან დიდია ან დახვეული დაჭიმულობა ძალიან დიდი
· კოჭის სიმკვრივე ძალიან მაღალია
· ქსოვის წრე ძალიან გრძელია, ქსოვილი კი ძალიან თხელი
ნემსი აკლია
· ნართის მკვებავი პირის არასწორი პოზიცია
·ძაფის დაჭიმულობა ძალიან მცირეა
· ქსოვის წრე ძალიან გრძელია
· ნართი არასწორი კვების პირის ხვრელში
· ზედაპირული ნართის მკვებავი პირი ძალიან მაღალია
ტუკის ფენომენი
· დახვეული დაჭიმულობა ძალიან მცირეა
· ქსოვილის სიმკვრივე ძალიან მაღალია
· დაზიანებულია ნემსის ენა
ნემსის ენის დაზიანება
· მკვებავი პირის პოზიცია ზედმეტად მაღალია, ზედმეტად წინ თუ უკანა, მიაქციეთ ყურადღება, შევიდა თუ არა ნართი მკვებავ პირში.
ნემსის შეჯახება
· ზეთის ნაკლებობა ან არასწორი გამოყენება
· ძაფის ხარისხი ძალიან ფოროვანია ან ღერო უვარგისია ლიანდაგისთვის
· სიჩქარე ძალიან მაღალია ან ქსოვილის სიმკვრივე ძალიან მაღალია
· გამოწვეულია ნემსის ბარაბნის, ნემსის ციფერბლატის ან კამერის გატეხვით
· ქსოვის ორიგინალები არ არის გლუვი, არ არის საკმარისად სუფთა
· ქსოვის ციფერბლატსა და ბარაბანს შორის უფსკრული არასწორი იყო
ზოლები
· ზედაპირული ძაფის დაჭიმვის არასწორი რეგულირება
· ძაფის ხარისხი განსხვავებულია
· წნევის მატყლის ბორბლის არასწორი პოზიციის რეგულირება
· ქვედა ძაფის დაჭიმვის არასწორი რეგულირება
ბარი
· დანა არ არის ბასრი
· ძალიან ბევრი მტვერი დანაში და დანის კაკალი ძალიან მჭიდროა
· ზეთის ნაკლებობა, ზეთის რაოდენობა ძალიან მცირეა
თავი მეხუთე
მოვლა
თანამედროვე საქსოვი მანქანის მაღალი სიჩქარე და მაღალი სიზუსტე საჭიროებს მოვლის მაღალ მოთხოვნას, ამიტომ, ჩვენმა კომპანიამ სერიოზულად შეაჯამა ყოველდღიური მუშაობის შენარჩუნების ზოგიერთი მეთოდი, იმედია კლიენტებს შეუძლიათ დაემორჩილონ წინადადებებს, რათა მანქანა საუკეთესო მდგომარეობაში იმუშაოს.
მანქანის პირველადი გამოყენება და მოვლა
1.როდესაც მანქანა დაასრულებს ინსტალაციას და იწყებს წარმოებას, სიჩქარე არ შეიძლება იყოს ძალიან სწრაფი, პირველ კვირაში 20 საათი დღეში), შეინარჩუნეთ სიჩქარე 10r/წთ ფარგლებში.ერთი კვირის შემდეგ, თანდათან დაარეგულირეთ სიჩქარე ნორმალურზე
2. პირველ თვეს განეკუთვნება გაშვების პერიოდს, ერთი თვის შემდეგ, მანქანის ზეთის შეცვლა მანქანა გრაალში და იცვლება ყოველ სამ თვეში
3. შეინახეთ მანქანის ზეთი ზეთის ნიველერის 1/2-2/3, მიაწოდეთ დროულად ზეთის დეფიციტის დროს, რათა თავიდან აიცილოთ აცვიათ ფირფიტის დაზიანება და მანქანის ჩაკეტვა.
ყოველდღიური მოვლა
1. ყოველ ცვლაში გაასუფთავეთ ძაფის ღეროზე და მანქანის ზედაპირზე მიმაგრებული მტვერი, რათა საქსოვი ნაწილი და სერიული აპარატი სუფთა იყოს.
2. შეამოწმეთ ავტომატური გაჩერების მოწყობილობა და უსაფრთხოების მოწყობილობა ყოველ ცვლაში, თუ არის რაიმე არანორმალური, შეაკეთეთ ან შეცვალეთ იგი დაუყოვნებლივ.
3. შეამოწმეთ ძაფების კვების მოწყობილობა ყოველ ცვლაში, თუ რაიმე არანორმალურია, დაუყოვნებლივ შეცვალეთ იგი
4. შეამოწმეთ მანქანის ზეთის სარკე და ტანკერის ზეთის დონის მილი
ყოველკვირეული მოვლა
1. გაასუფთავეთ ნართის კვების Speed ალუმინის ფირფიტა და გაასუფთავეთ მტვრის მარაგი თეფშში
2. შეამოწმეთ არის თუ არა გადაცემის ქამრის დაჭიმვა ნორმალური და გადაცემათა კოლოფი სტაბილურია
3.შეამოწმეთ ქსოვილის მოძრავი მანქანის ბრუნვა
ყოველთვიური მოვლა
1. ამოიღეთ მთელი კამერის ყუთი მტვრის გასაწმენდად
2. გაასუფთავეთ მტვრის მოსაშორებელი ვენტილატორი და შეამოწმეთ ქარის მიმართულება სწორია.
3.გაწმინდეთ ყველა ელექტრო აქსესუარის მტვერი
4. გადახედეთ ყველა ელექტრული აქსესუარის მუშაობას ავტომატური გაჩერების სისტემის ჩათვლით, უსაფრთხოების განგაშის სისტემა, შემოწმების სისტემა)
ნახევარწლიური მოვლა
1.გაწმინდეთ ყველა ნემსის ციფერბლატი და ნემსი, შეამოწმეთ ყველა ნემსი, თუ რაიმე დაზიანებაა, დაუყოვნებლივ შეცვალეთ
2.გაასუფთავეთ ზეთის შემასხურებელი მანქანა და შეამოწმეთ ზეთი შეუფერხებელია თუ არა
3.გაწმინდეთ და შეამოწმეთ ძაფის შესანახი მოწყობილობა
4.გაასუფთავეთ ძრავისა და გადაცემის სისტემის მტვერი და ზეთი
5. შეამოწმეთ არის თუ არა ნარჩენი ზეთის შეგროვება შეუფერხებლად
წლიური მოვლა
1. ქსოვის კომპონენტები არის საქსოვი მანქანის გული, ეს არის ქსოვილის ხარისხის პირდაპირი უზრუნველყოფა, ო, ნამდვილად მნიშვნელოვანია ქსოვის კომპონენტების შენარჩუნება
2.გაწმინდეთ ნემსის ღარი, რათა თავიდან აიცილოთ მტვერი საქსოვი ქსოვილში.მეთოდი: შეცვალეთ ნართი დაბალი ხარისხის ან ნარჩენი ძაფით, გახსენით მანქანა დიდი სიჩქარით და შეასვით დიდი რაოდენობით ზეთი ცილინდრით, იმუშავეთ საწვავის შევსებისას, სანამ ნარჩენი ზეთი მთლიანად არ გამოვა ღარიდან.
3. შეამოწმეთ არის თუ არა დაზიანებული ნემსი, თუ კი, დაუყოვნებლივ შეცვალეთ იგი;თუ ქსოვილის ხარისხი ძალიან ცუდია, უნდა განიხილოს თუ არა ყველა განახლება.
4. შეამოწმეთ არის თუ არა ცილინდრის ღარი ერთი და იგივე მანძილით (ან შეამოწმეთ აქვს თუ არა ქსოვილის ზედაპირს ზოლები), არის თუ არა ნემსის ღარის კედელი მჭიდრო.
5. შეამოწმეთ კამერების ცვეთა მდგომარეობა და შეამოწმეთ არის თუ არა სამონტაჟო პოზიცია სწორი და ხრახნები მჭიდროდ
6. შეამოწმეთ და შეასწორეთ თითოეული ნართის კვების პირის პოზიცია, თუ რაიმე დაზიანებაა, დაუყოვნებლივ შეცვალეთ.
7. შეამოწმეთ თითოეული ვიწრო კამერის სამონტაჟო პოზიცია, რათა დარწმუნდეთ, რომ თითოეული ქსოვილის სიგრძე იგივეა
საპოხი გზა, ზეთი და შეზეთვა
1.საპოხი გზა და ზეთი
(1) ყოველ დღე შეამოწმეთ ციფერბლატი და ქსოვილის მოძრავი მანქანა, თუ ზეთი 2/3-ზე ნაკლებია, დაამატეთ ზეთი.გამოიყენეთ N10#-N32# მანქანის ზეთი.ნახევარი წლის მოვლისას, თუ ზეთის მტვერია, დაუყოვნებლივ შეცვალეთ.
(2) ყოველთვიურად შეამოწმეთ ცილინდრის საბაზისო მექანიზმი, დაამატეთ ცხიმი, გამოიყენეთ No3 ლითიუმის საპოხი ცხიმი
(3) ყოველ ნახევარ წელიწადში ერთხელ შენარჩუნებისას, შეამოწმეთ გადაცემის თითოეული დათვი, დაამატეთ ცხიმი, გამოიყენეთ No.3 ლითიუმის საპოხი ცხიმი.
(4) ქსოვის კომპონენტების ყველა შეზეთვა უნდა გამოიყენოს საქსოვი ზეთი (მათ შორის საინექციო მანქანის ზეთი), როგორიცაა ინგლისური ვაკერი მაღალსიჩქარიანი წრიული საქსოვი მანქანის ზეთი.
2.შეზეთვა
კარგად იცოდეთ თითოეული კომპონენტის ზეთის ტიპი და შეზეთვის დრო, რათა დარწმუნდეთ, რომ ყველა მანქანა შეიძლება დაყენებულ დროში შეზეთოს დაყენებული ზეთით და დადგენილი დოზით.
შეფერხების დრო და დალუქული მოსაზრებები
მანქანის მოვლა და მოვლა უნდა წარიმართოს ნახევარწლიანი ტექნიკური პროცედურების მიხედვით, ჯერ დაამატეთ საპოხი ზეთი საქსოვი ნაწილებში, შემდეგ შეუერთეთ ანტიჟანგური ზეთი ქსოვის ნემსზე, ბოლოს დაფარეთ მანქანა ტარპით, რომელიც ნემსის ზეთში იყო გაჟღენთილი და დალუქული მშრალ და სუფთად. ადგილი.
მანქანების აქსესუარებისა და სათადარიგო ნაწილების შენახვა
ჩვეულებრივი და სწრაფი აცვიათ ნაწილებისთვის ნორმალური რეზერვი წარმოების უწყვეტობის მნიშვნელოვანი გარანტიაა.შენახვის გარემო უნდა იყოს გრილი, მშრალი და ტემპერატურის მცირე განსხვავება, ასევე აუცილებელია რეგულარული შემოწმება.
შენახვის მეთოდი შემდეგია:
1.ცილინდრის ნემსის და ნემსის ციფერბლატის შესანახი
ჯერ გაასუფთავეთ ცილინდრის ნემსი, შემდეგ კი ჩადეთ ხის ყუთში, რომელიც ჩასვეს მანქანის ზეთში და ზეთის ქსოვილის შესაფუთად, რათა თავიდან აიცილოთ დარტყმა და დეფორმაცია.გამოყენებისას გამოიყენეთ შეკუმშული ჰაერი, რომ ამოიღოთ მანქანის ზეთი ცილინდრის ნემსის შიგნით, შემდეგ დაამატეთ ნემსის ზეთი.
2.კამერების შენახვა
დაალაგეთ კამერები და მოათავსეთ შესანახად, რომელსაც ჰქონდა შესანახი ყუთში და დაუმატეთ ჟანგის საწინააღმდეგო ზეთი ჟანგის თავიდან ასაცილებლად.
3. ქსოვის ნემსის შენახვა
(1) ახალი ქსოვის ნემსი უნდა განთავსდეს თავდაპირველ შესაფუთ ყუთში და არ მოხსნათ ბეჭედი.
(2) ძველი ქსოვის ნემსი უნდა იყოს სუფთა, შეამოწმეთ, ამოარჩიეთ დაზიანებული, კლასიფიცირეთ და შენახული უნდა იყოს ნემსის ზეთით, რათა თავიდან აიცილოთ ჟანგი.
ელექტრო ნაწილების მოვლა
1.შენარჩუნების მნიშვნელობა
საქსოვი მანქანის წრე შეიცავს ზუსტი ელექტრონულ კომპონენტს - ინვერტორს.პრაქტიკულ გამოყენებაში, გარემოს ტემპერატურის, ტენიანობის, ვიბრაციის, მტვრის, კოროზიული გაზების და სხვა გარემო ფაქტორების გამო, ინვერტორის საიმედოობა და მომსახურების ვადა ცუდად იმოქმედებს.სათანადო შენარჩუნების შემთხვევაში, არა მხოლოდ საიმედოობის უზრუნველსაყოფად, არამედ მომსახურების ვადის გახანგრძლივებაც და შეამცირებს წარმოების დანაკარგებს, რომლებიც გამოწვეულია შემთხვევითი უკმარისობით.ამიტომ აუცილებელია ინვერტორული და პერიფერიული სქემების რეგულარული მოვლა.
2.ინვერტორული და პერიფერიული სქემების შემოწმება
მოქმედი ინვერტორისთვის და საკონტროლო სქემებისთვის, ჩვეულებრივ, შემდეგი შემოწმება უნდა მოხდეს:
(1) გარემოს ტემპერატურა: ზოგადად ნორმალური - 10 ℃ ~ + 40 ℃ დიაპაზონი, 25 ℃ ან ასე.
(2) ინვერტორული შეყვანის ძაბვა: ნორმალური დიაპაზონი არის 380V±10%.
(3) ბუზის რეგულარული გაწმენდა, მტვერი საკონტროლო ყუთში ელექტრო ყუთის შიდა სისუფთავის შესანარჩუნებლად, ვარაუდობენ, რომ გაწმენდა დღეში ერთხელ ცვლის შეცვლის შემდეგ.
(4) ზეთი დააჩქარებს დაბერების მავთულხლართებს, თუ ელექტრო ყუთი შემთხვევით შევიდა ზეთში, გთხოვთ დროულად გაასუფთავოთ.
(5) რეგულარულად შეამოწმეთ ელექტრო ყუთის გამონაბოლქვი ვენტილატორი, თუ დაზიანებულია, გთხოვთ დროულად შეცვალოთ, რათა დარწმუნდეთ, რომ ელექტრო ყუთის შიდა ტემპერატურა არ არის ძალიან მაღალი.
3.რეგულარული შემოწმება
გამოიყენეთ აღჭურვილობის კაპიტალური რემონტის წლიური დრო და ინსპექტირების ფოკუსირება მოახდინე ინვერტორის შიდა ბიტზე.
(1) რეგულარულ მოვლა-პატრონობისას, უნდა გამორთოთ დენი ექსპლუატაციამდე მანამ, სანამ ინვერტორის მუდმივი ავტობუსის დენის ინდიკატორი არ გამოირთვება, როგორც წესი, ერთ წუთზე მეტხანს (რაც უფრო დიდია ინვერტორის სიმძლავრე, მით უფრო გრძელია ლოდინის დრო) და შემდეგ განახორციელეთ ოპერაცია.
(2) ინვერტორის გარე საფარის დემონტაჟი, ინვერტორული მიკროსქემის და შიდა IGBT მოდულების, შემავალი და გამომავალი ტერმინალების და სხვა ნაწილების მტვერსასრუტი.გამოიყენეთ ბამბის ქსოვილი სპეციალური საწმენდი საშუალებებით, რათა წაშალოთ ჭუჭყიანი ადგილები მიკროსქემის დაფაზე.
(3) შეამოწმეთ ინვერტორის შიდა ტყვიის მავთულის იზოლაცია აქვს თუ არა კოროზია ან გატეხილი კვალი, აღმოჩენისთანავე უნდა დამუშავდეს ან შეიცვალოს დროულად.
(4) ვიბრაციის, ტემპერატურის ცვლილებებისა და სხვა ეფექტების გამო, ინვერტორის ზოგიერთი დამჭერი ერთეული, როგორიცაა ხრახნი, ყოველთვის მოქნილი ხდება, ხელახლა უნდა გამკაცრდეს მთელი ხრახნი.
(5) შეამოწმეთ და გაარკვიეთ, არის თუ არა შემავალი და გამომავალი რეაქტორები, ტრანსფორმატორები და ა.შ.
(6)შეამოწმეთ, კარგია თუ არა შუალედური DC ფილტრის ელექტროლიტური კონდენსატორის სიმძლავრე და დამუხტვა-გამონადენი, აქვს თუ არა გარეგნობას ბზარები, გაჟონვა, შეშუპება და ა.შ. და ხუთი წლის შემდეგ გთხოვთ შეცვალოთ იგი.
(7) შეამოწმეთ არის თუ არა გამაგრილებელი ვენტილატორის მუშაობა კარგ მდგომარეობაში, თუ აღმოაჩენთ არანორმალურ ხმაურს, არანორმალური ვიბრაცია დაუყოვნებლივ უნდა შეიცვალოს.წინააღმდეგ შემთხვევაში, ინვერტორი გადახურდება და იმოქმედებს ინვერტორის მუშაობის ხანგრძლივობაზე.ვენტილატორის გამოცვლის ციკლი ჩვეულებრივ 2-3 წელია.
(8) შეამოწმეთ ინვერტორის საიზოლაციო წინააღმდეგობა არის თუ არა ნორმალურ დიაპაზონში (ყველა ტერმინალი და დამიწების ტერმინალი), გაითვალისწინეთ, რომ თქვენ არ შეგიძლიათ გამოიყენოთ მეგამეტრი მიკროსქემის დაფის გასაზომად, წინააღმდეგ შემთხვევაში ის დააზიანებს მიკროსქემის დაფის ელექტრონულ კომპონენტებს.
(9) გათიშეთ R, S, T ინვერტორული ტერმინალის კაბელი დენის ბოლოდან, გათიშეთ U, V, W ინვერტორული ტერმინალის კაბელი ძრავის ბოლოდან, გაზომეთ იზოლაცია კაბელის თითოეულ ფაზურ გამტარსა და დამცავ დამიწებას შორის მეგამეტრით. აკმაყოფილებდეს მოთხოვნას, ნორმაში უნდა იყოს 1MΩ-ზე დიდი.
(10) ინვერტორის ექსპლუატაციაში ჩართვამდე, რომლის ტექნიკური სამუშაოები დასრულებულია, ინვერტორმა უნდა გაატაროს უმოქმედო დატვირთვა ძრავით და სატესტო იმუშაოს რამდენიმე წუთის განმავლობაში, დაადასტუროს ძრავის ბრუნვის მიმართულება.
გამოქვეყნების დრო: აპრ-20-2022